








Комбинированные роторы - это следующий шаг на пути трансформации легких и современных полимеров к классическим вечным бронзовым формующим роторам.
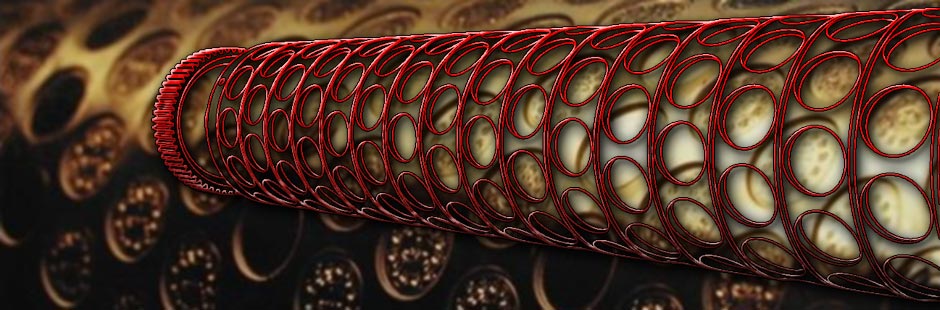
Это середина между капролоновыми и бронзовыми наборным роторами которые произовдят в Италии. Такие формующие роторы имеют металлические усиливающие кольца не только по краям, но между каждым полимерным кольцом. Этот тип валов является комбинацией полимерных и бронзовых роторов не только по виду используемых материалов, но и по конструкции. С одной стороны комбинированные формовочные барабаны являются наборными, т.е. кольца одеваются на основу вала, что делает их похожими на роторы итальянского или немецкого производства. В то же время, после сборки все части надежно фиксируются и формующий ротор больше не является разборным.
В качестве основы используется стальная труба. На нее одеваются полимерные кольца содержащие оттиск печенья. Между соседними полимерными кольцами располагаются усиливающие кольца из бронзы или стали. В зависимости от выбранного рисунка интервал размещения металлических усиливающих колец может составлять от 45 мм до 90 мм. Т.е. вместе с боковыми кольцами Вы будете иметь минимум от 7 ... 10 колец которые примут на себя воздействие ножа, сохранив тем самым полимерные кольца и форму оттиска. Этого количества более чем достаточно что бы выдержать удар значительной силы. Усиливающие кольца при этом опираются и передают нагрузку не на полимерную основу, а непосредственно на стальную. Подобное техническое решение в высокой степени повышает жесткость и надежность ротора.
Обоснованным будет выбор роторов подобной конструкции и с экономической точки зрения. Для примера рассмотрим ротор для машины ШР-1М. Длина рубашки 870 мм. Стандартное печенье размером 55 х 55 мм. В ряду уместится 12 ячеек, следовательно на ротор можно установить 11 усиливающих колец + 2 боковых кольца. В сумме потребуется 150 ... 170 мм металла. 170 мм вместо 870 мм, т.е. в 5 раз меньше. Весьма ощутимая экономия.
Таким образом комбинированные роторы сочетают в себе все преимущества валов из металла, но по-прежнему остаются значительно легче и заметно дешевле формующих роторов сделанных из бронзы.
Пожалуй единственным недостатком таких роторов является срок изготовления. Если полимерные формующие роторы и роторы усиленные боковыми металлическими кольцами никак не зависят от будущего рисунка, который должен быть нанесен на формующий ротор, то параметры полимерных колец комбинированных формующих роторов взаимосвязаны и зависимы от габаритов оттиска. Очевидно, что именно оттиск влияет на то, какой ширины будут полимерные кольца и сколько потребуется усиливающих перемычек. Поэтому приступить к сборке ротора можно только лишь после утверждения рисунка тестовой заготовки и срок изготовления формующего ротора увеличится на 5 ... 7 рабочих дней, что фактически, не так уж и много.