
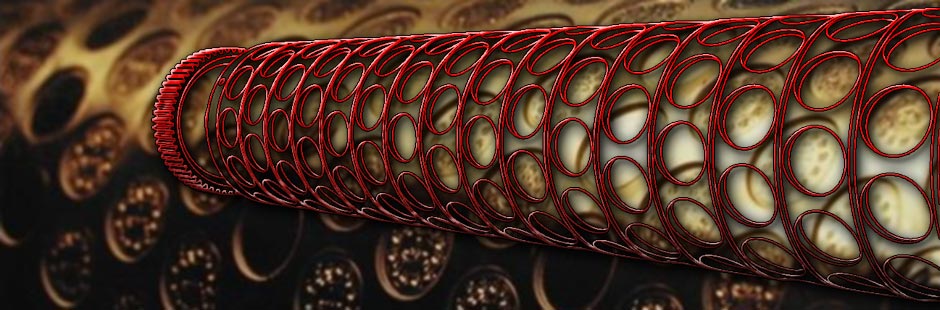







Это обычный полимерный формующий ротор с некоторыми конструктивными особенностями: по краям ротора устанавливаются металлические кольца предназначенные защиты от ножа.
За годы нашей работы мы повидали десятки поврежденных роторов. Каждый из них - это остановка производства, срыв сроков, нарушение производственного плана и естественно дополнительные материальные расходы. И если Вам такая ситуация знакома, то Вам тоже несомненно есть что вспомнить.
Когда происходит повреждение ротора? В момент работы, более того - скорее всего в момент наладки и запуска производства очередного вида. А когда осуществляется этот запуск? Скорее всего за 2 ... 3 дня до назначенного момента отгрузки продукции распространителям. Но после аварии ни о какой отгрузке говорить уже не приходится. Вот почему (возможно самая значимая) повреждение ротора это не просто неприятность, а самая настоящая ПРОБЛЕМА!
Любые предостережения касательно работы роторов, инструкции по эксплуатации и поучительные беседы с персоналом и руководителями КФ, которые содержали страшилки и взывающие к здравому смыслу доводы о необходимости бережного отношения к оборудованию, были бесполезны в половине случаев. Но даже соблюдая все предосторожности, от подобных инцидентов никто не застрахован. И поэтому мы стали решать эту проблему с НАШЕЙ стороны.
Проанализировав все возможные повреждения роторов, выяснилось, что 25% случаев - это наличие в тестовой массе инородного, твердого предмета, а 70% - это зарез ножом. Оставшиеся 5% рассматривать не будем.
Болты и гайки в тесте это скорее проблема некачественных маталлоуловителей или возможно имел место саботаж, что особенно неприятно. И хотя такой тип повреждения неминуемо портит роторы из любых материалов, он не является серьезным и критическим. На роторах с `канавками` и `бороздой` вполне можно работать дальше (с пониженной производительностью), а их ремонт осуществить очень легко.
Куда серьезней дело обстоит с самым распространенным повреждением - зарез ножом. Это и есть проблема которую мы решили конструктивно, добавив по краям ротора усиливающие металлические кольца.
Зарез ротора ножом в центре рабочей части и это большая редкость. Особенно сильно подвержены опасности края формовочных роторов и как правило происходит это по двум причинам. Ошибка наладчика - первая причина. При подводе ножа установленного не параллельно валу, наладчик ориентируется оценивая расстояние от ножа до ротора с одного края. Поэтому следя за одной стороной, он может не заметить, как с другой нож уже начал портить ротор. Вторая причина связана с инородным телом. Если в работе используется не качественный нож, который в процессе производства не прошел закалку и шлифовку, то при попадании в центре ротора инородного тела между рубашкой вала и ножом, последний деформируется (изгиб) и отдалятся от тела ротора в центре, а это значит, что по краям начнется зарез.
Металлически кольца, установленные на краях формующего ротора предохраняют его от подобных повреждений. Конструкция впервые была применена в 2010 году и с тех пор уже не раз доказала свою эффективность. Если ротор и попадал в аварию, то повреждения были не столь критичны и порой даже не требовали остановки работы.
Мы используем 2 типа усиливающих колец: стальные, выполненные заодно с фланцем и бронзовые, одетые на полимерную рубашку. Второй вариант является более предпочтительным, т.к. бронзовые кольца служат своего рода буфером между ножом и ротором, приводят к остановке работы формующей машины и незначительным повреждениям ротора и едва заметным следам от удара на ноже. Ротор выполненный по первой конструкции, является более защищенным, но скорее всего вызовет критические повреждение самого ножа.
Опционально, для подстраховки, можно установить третье кольцо по центру вала. Возможность его установки, зависит от количества ячеек: очевидно, что при нечетном количестве ячеек в ряду установка третьего кольца в центре ротора невозможна.
Формующие роторы подобной конструкции будут служить Вам долгие годы, если у Вас на производстве не случается серьезных аварий, но время от времени происходят мелкие неприятности. Усиленные роторы дороже полимерных всего лишь на 6 ... 8 %, зато надежность повышается в 2 ... 3 раза.